

| Головна | Про к.б. Плуг | Про Лохвицю |
8 травня 2013 р.
Кувальна побрехенька це така розповідь в якій ніхто нікому нічого не винний, це та розповідь з якої кожен бере собі те, що йому подобається, а іменно ця розповідь піде про дамаський кручено-верчений клинок. Так, що всідайтеся позручніше, запасайтеся хто чим: хто попкормом, хто пивом, хто салом з часником, хто блокнотом і ручкою, адже попереду вас чекає захоплююча розповідь ілюстрована яскравими кольоровими фотографіями.
Виготовлення дамаського клинка починається з підготовки складових частин пакета і складовими цими є пластини інструментальної сталі, що будуть складені в процесі зборки через одну в пакет. Саме надійніше це взять і зачистити поверхню цих пластин на наждаці чи болгаркою, знявши при цьому окалину, ржавчину і іншу нечисть до блискучого металу. Та в цій розповіді я небуду цього робити, тому, що це не дуже веселе заняття і я надіюся, що флюс зможе розчинити в собі всю цю окалину і при проковці вона видавиться із всих щилин і виведе при цьому увесь цей бруд. Хоча на практиці за такі думки іноді приходиться платити шлаком, що забився між слої, і ніяк не зміг звідти вилізти, непровара може і не бути як такого, бруд просто розміститься між слоями невеличкими участками і буде майже непомітним аж до протравки. |
|
Мій клинок повинен складатися з двох основних частин це з тіла клинка і з ріжучої кромки. Тіло клинка може бути більш м'якшим і вя'зкішим за ріжучу кромку, тому я вирішив виготовити його з сталей У8А і 5ХНМ, У8А дасть темні і тверді слої, а 5ХНМ дасть світлі і більш м'якші слої. Ріжуча кромка повинна бути твердішою, тому пакет для неї я вирішив набрати із У8А і ХВГ, ХВГ дасть світлий відтінок, за рахунок легуючих елементів.
 |
 |
Тіло клинка я робитиму з двох закручених в різні сторони прутків, а ріжучу кромку із одного, тому я й вирішив зробити два пакета на тіло і один пакет на ріжучу кромку. Пластини я набрав через одну і зварив 3 пакета, по 9 слоїв в кожному. З цих трьох пакетів, яксна річ, клинків повинно вийти декілька.

Пакети зварюватиму, та і власне куватиму я на газовому горні, на ньому варити значно легше ніж на вугільному.

Пакет потрібно прогріти рівномірно у відновлюючому середовищі, щоб не утворювалося зайвої окалини, її і так там достатньо.
 |
 |
Після правильного прогрівання потрібно правильно профлюсувати, я використовую звичайну 5-ти водну буру, її я не жалію, адже окалини і всякого бруду на пластинах предостатньо і саме вона повинна той весь бруд з них прибрати. Я насипаю спеціальною ложечкою буру на пакет і слідкую, щоб при плавленні вона затекла у всі щилини. При флюсуванні 5-ти водна бура дується, шварчить - це результат вивільняння молекулярної води. Процес флюсування мені не зовсім подобається тим, що маленькі частинки бури підлітають в повітря і при відсутності правильної витяжки покривають осідаючи все обладнання немовби снігом.

Після профлюсовування я завантажую пакет назад в горно, тепер його потрібно правильно довести до такого стану при якому його можна буде зварити. Цей стан на вугільних горнах дехто визначає по перших іскорках і т.д. В моєму випадку це все значно простіше, адже поперше я працюю на газовому горні і я можу візуально бачити пакет, а по друге моє горно обладнане термопарою і я можу лишній раз в горно не заглядати, а чекати коли воно набере потрібну мені температуру. Температура ця знаходится в межах 1120-1180 °C, можливо в когось ця температура інша, та я працюю при такій. Та не лише на температуру потрібно орієнтуватися, важливо, щоб полум'я було відновлюючим, тому я трошки прикриваю повітряну заслонку цим самим зменшую потік повітря.

Після правильного прогрівання бура повинна розплавитися і розчинити окалину, вона повинна перебувати в рідкому стані і може бурлити, якщо утворюється корка на зовні пакета, то це означає, що вже або перебор - ми довго гріли і вже прозівали момент і бура починає спрацьовуватися, або полум'я надто окислююче і вона спрацьовується за рахунок надлишкового кисню в атмосфері горна. По іскоркам на газовому горні орієнтуватися неможна, їх тут просто непобачиш навіть при перегріві аж до розсипання пакета. Після того як пакет набув вигляду льодяної цукерки, потрібно акуратно видавити флюс, іноді я це роблю вручну молотком, іноді на пресові.
 |
 |
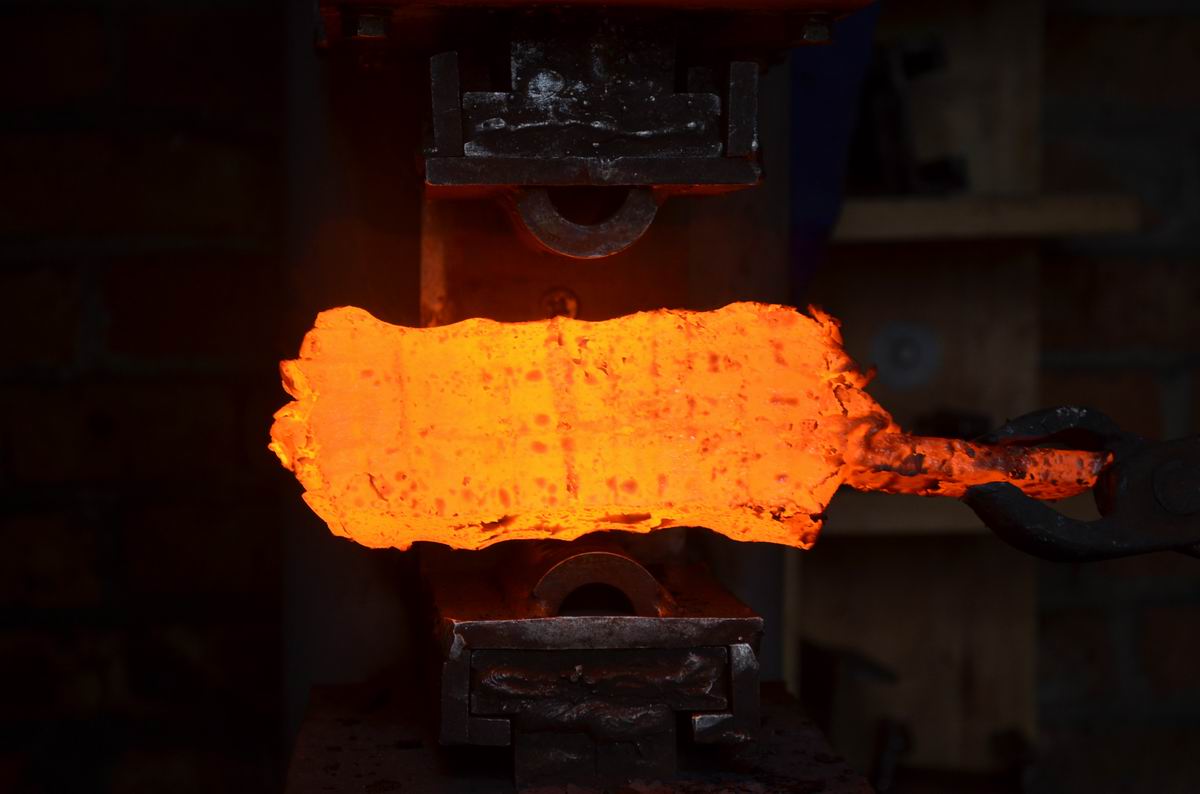
Після видавлення флюса, йде інтенсивна ковка, іменно при цій операції і відбувається зварювання пластин в пакеті. В моєму випадку це пресування пресом. Пресую я великою площею, так як при пресуванні малою пакет може порвати, пластика пакета така, що при пресуванні його посередині метал розширюється на краї і ці краї прагне розірвати, тому поки пакет ще не набув вигляду монолітного бруска я стараюся давити несильно і більшою площею.
 |
 |
За межами горна, будучи на повітрі, пакет вкритий розплавленою бурою швидко вкривається такою собі черствою скоринкою, толку від цієї скоринки немає, тому її бажано зчищати, щоб вона не заважала зварювати пакет і не заковувалася між слої.
 |
 |
Коли стає зрозумілим, що пакет вже зварився і його вже можна починати протягувати в полосу я ставлю на прес бойки з меншою площею прямокутного перерізу і починаю, спочатку з обох країв почергово, а потім і з центра потрошку розганяти в полосу. Оскільки при меншій площі при тій самій силі тиск буде більшим то такими бойками протягувати значно ефективніше.

Та розганяти в полосу ще зарано. Оскільки при зборці пакета мої пластини були грубо підігнані одна під іншу то бокові торці пакета утворилися не рівні, а такби мовити рвані із виступаючими частинами пластин, їх потрібно вирівняти бо при прдальшій проковці між них почне закушувати окалину і нідо чого гарного це не призведе. Тому бокові торці потрібно правильно прокувати. Для цього я встановлюю на прес бойки з напівкруглим профелем і ними розганяю пакет вдавлоючи оті всі нерівності. Напівкруглі бойки в даній ситуації значно ефективніші за плоскі, тому що поперше в них менша площа, і ними можна сильніше придавити і подруге, що є самим основним, вони деформують пакет восновному в одному напрямку - в довжину цим самим зменшують імовірність розривання слоїв в ширину.
 |
 |
 |
 |
Після розрівнювання пакета він стає вузеньким і високим, отепер його вже можна повноцінно протягувати в полосу. Я це робля на плоских бойках, починаючи з країв і закінчуючи на центрі пакета.
 |
 |  |
 |
Після протяжки в полосу нам потрібно набирати слої, треба розрізати її на декілька частин і знову збирати в пакет. Різати пластину можна різними способами.
 |
 |
Різати розжарений пакет дамаска на циркулярці чи болгаркою справа не благородна, багато пилу, шуму, дуже швидко сідає абразивний круг. Спеціально для нарізки пакетів був виготовлений різальний інструмент, а для того, щоб відрізані частинки були однакової довжини була приварена Г-подібна мірялка.

Розігріта пластина на пресові ріжеться немовби пластилінова, все легко, швидко і красиво. Тільки є один недолік: пакет трошки роздає і розріз виходить V-подібним, що не дуже гарно для зборки наступного пакета, але це зовсім дрібниці.

Тепер ми отримали три пластини, але поверхні цих пластин вкриті окалиною, і що ще гірше вони мають нерівності, що утворилися при ковці на пресові, внаслідок вдавлювання окалини і іншого шлака в поверхню пакета. В цих нерівностях немає нічого гарного, адже окалину ми можемо розчинити бурою і вивести, а от оці канавки нам в цьому можуть сильно мішати, адже бура може затекти в таку канавку і закуватися в ній. Тому найнадійнішим способом боротьби з окалиною і нерівностями є спосіб зачищання болгаркою, що я і роблю.

Після зачищання місць зварювання я надламую пласнину на кусочки і збираю новий пакет.
 |
 |
Пакет можна збирати з багатьох пластин, та мені зручно його збирати з трьох чи двох, в даному випадку я збираю з трьох.

А далі йде все те саме, що вже описано вище: профлюсовування, зварювання, протягування в полосу, розрізання, зачистка, збирання пакета. Таким чином я отримую ось таку дамаську формулу: 9*3*3
 |
 |
Після остаточного набирання слоїв я проковую пакет в квадрат, а потім сковую грані, щоб він набув максимально круглого перерізу, адже я буду крутити ці заготовки, а грані квадрата дадуть нам велику різьбу на закрутках і її треба буде проковувати то краще щоб вона була якомога меншою.

Краї моїх прутів вийшли не зовсім красивими, тому я відрізав ці рвані кінці болгаркою, щоб вони не стали причиною розривання заготовки при торсуванні.

Спеціально для закручування пакетів прийшлося виготовити спецінструмент: ним виявився щойно куплений для цієї цілі трубний ключ з привареним куском арматури. От цим воротком я і буду крутить.

Я ще трошки протіг прути в довжину і взявся їх закручувати затисувши один кінець між бойками преса і крутячи своїм спецворотком інший. Для зборки правильного клинка мені потрібні прути закручені як за годинниковою стрілкою так і проти, тому так я їх почергово й кручу через один в різні сторони.

На цьому етапі підготовка матеріалу на тіло клинка закінчується і починається підготовка на ріжучу кромку.
На перших етапах процес ідентичний показаному вище, я зварюю пакет складаю його втричі і знову зварюю. Таким чином я набираю 27 слоїв, якщо невраховувати крайні слої, що зварилися самі на себе.
 |
 |
Та оскільки я хочу щоб на ріжучій кромці малюнок відрізнявся від малюнка на тілі клинка, то й технологічний процес далі трошки відрізняється. Я хочу щоб на ріжучій кромці був малюнок схожий на так званий "вибух". Технологія отримання цього самого вибуха вже всим відома тому я спробую її тут повторити. Я розблиновую отриманий 27-ми слойший пакет в такий собі блин відносно широкий і відносно тонкий.

Тепер потрібно змінити орієнтацію слоів в цьому пакеті. До цього слої йшли горизонтально в пакеті, а тепер треба зробити так, щоб вони стали вертикальними. І не просто щоб вони стали вертикальними, а щоб їх трошки пожмакало в середині, щоб вони були не рівними, а жмаканими. Для реалізації цієї операції я розміщую розблинований пакет вертикально і плоскими бойками давлючи в торець розганяю в полосу.

Далі я вже звичайним чином набираю слої: нарізаю, зачищаю, складаю в пакет, зварюю і т.д. Так на ріжучій кромці я отримую пакет із формулою 9*3*3*3.

Зробив для себе відкриття: виявляється при розковці закрученого пакета на пресові його рве, бо сила від преса направлена немов би в середину пакета, а от при ковці ударами вручну його не рве, різьба гарно розрівнюється, окалина красиво відстає. Все чудово, тільки є один недолік - нелегка це справа вручну молотком молотити. Розуміння це прийшло не відразу, тому крученики ті, що йтимуть на тіло клинка в деяких місцях вийшли трошки піднадривані, а от ті, що йтимуть на РК проковував вручну, тому тут картина значно красивіша.

Отримані зачищені пластіни я нарізав болгаркою десь по 8-10 см, в деяких місцях вони були порвані, тому старався розмічати так, щоб різати по порваному.

Далі я взяв пару пластин, ті які йтимуть на РК і ті які йтимуть на тіло клинка шліфонув їхні торці на гріндері і протравив в розчині азотної кислоти. На Рис.48 пластини, що йтимуть на РК, видно, що правильно осадити пакет із отого блинчика в мене не вийшло, частину слоїв не осадило, а просто повело в сторону, тому вибуху на РК очікувати мабуть неварто, але всеодно малюнок може бути цікавим. Справа - торці пластин, що йтимуть на тіло клинка.
 |
 |
Далі по законах жанра я зібрав шість пакетів на клинки. Пластини зібрані через одну, одина закручена по годинниковій стрілці, інша проти, це потрібно для вирівнювання внутрішніх напружень при гартуванні клинка, якщо всі пластини будуть закручені в оду сторону то і сам клинок може скрутити в одну сторону. Та й готовий клинок буде мабуть більш міцним при такому методі зборки пакета.

А далі по відпрацьованій схемі: розпалюю горно, прогріваю його до температури приблизно 1200°C

Оскільки далі йде найвідповідальніше зварювання клинка, тому що поперше це зварювання останнє і доварити всі непровари вже не буде можливості, подруге сильної ковки і розгонки пакета вже не буде і зварний шов матиме відносно невелику площу ( ширина шва на готовому клинку може бути 1-3 мм) тому це зварювання треба провести як можна ретельніше. Для цього я зменшую потік повітря і збільшую потік газу, щоб атмосфера в горні була сильно відновлюючою і в такій атмосфері я плавно і рівномірно прогріваю клинок під профлюсовку. Бури я не жалію, сиплю так щоб вона в розплавленому вигляді заповнила щилини пакета.
 |
 |
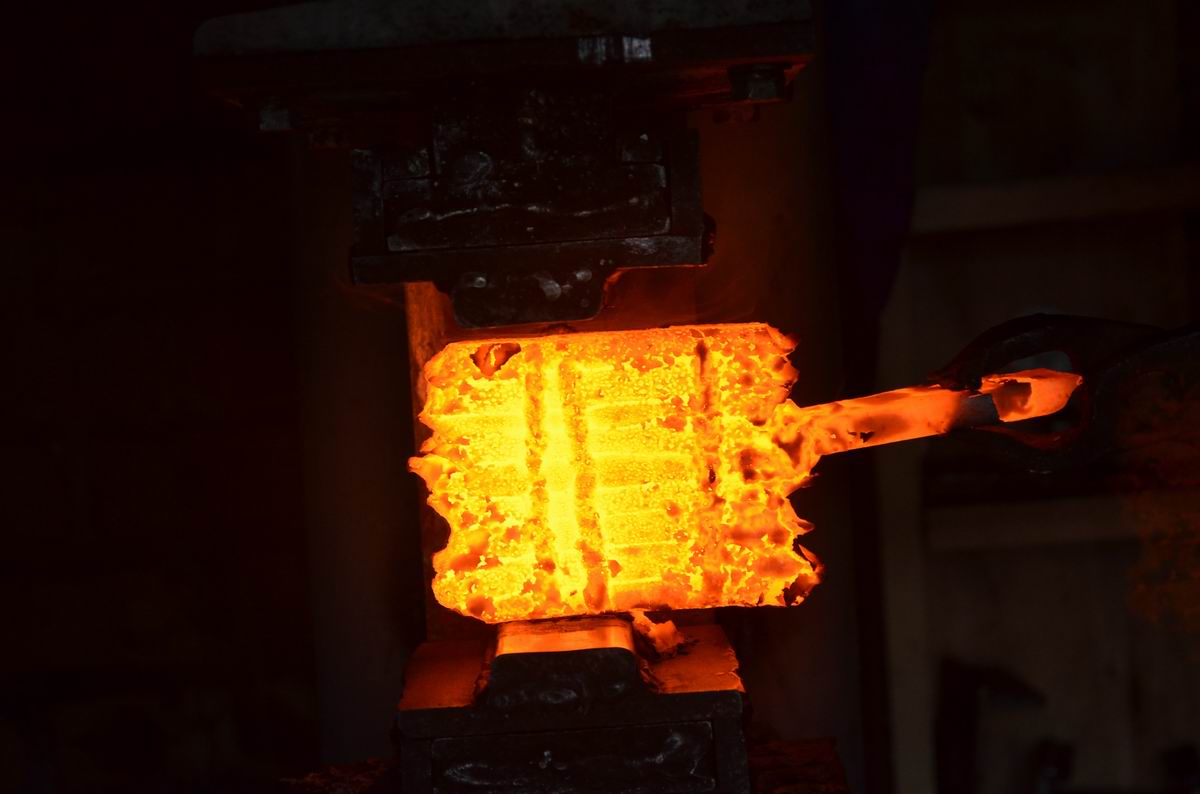
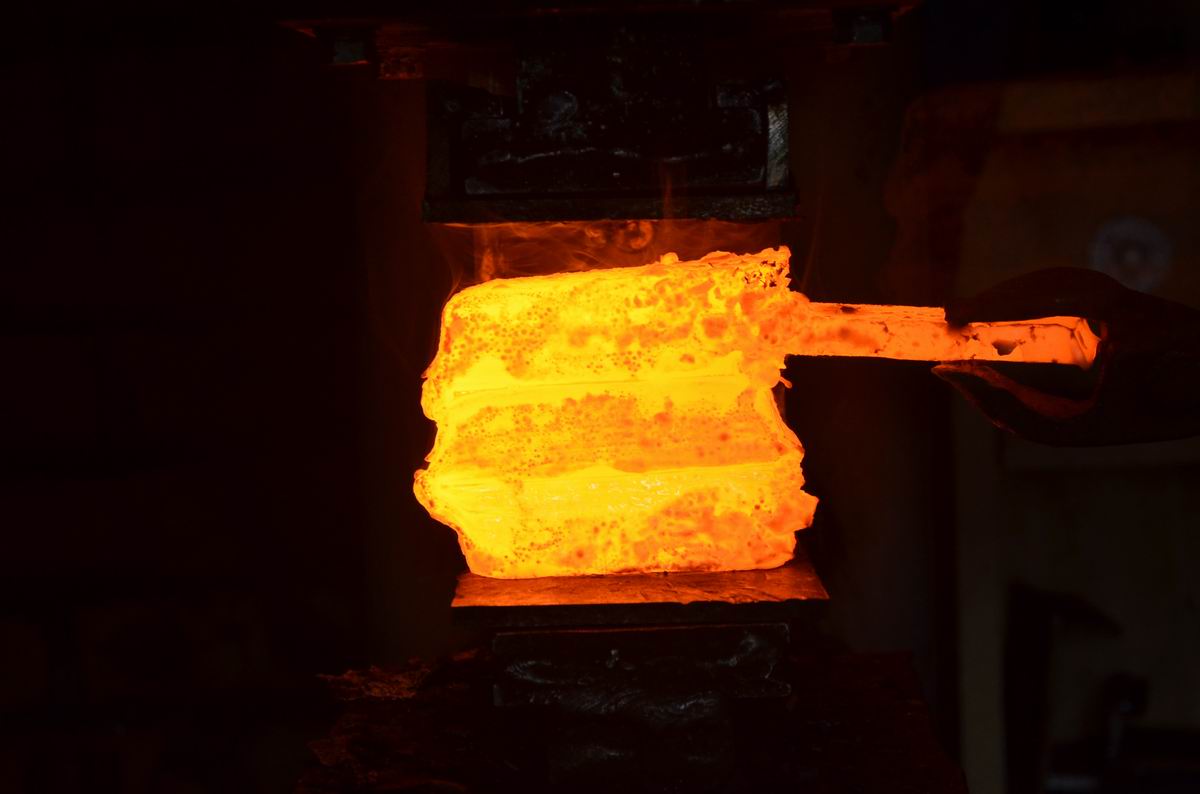
Профлюсований пакет я поміщаю назад в горно і ще трошки прогріваю, але не дуже довго, щоб бура не почала відпрацьовуватися і вкриватися коркою, оскільки зварні шви вже були зачищені то бурі то особо нічого і роз'їдати тому я стараюся її не кипятити, просто коли пакет набуває вигляду ніби він вкритий розплавленою карамелькою я виймаю його з горна і проковую, видавлюючи при цьому флюс, оскільки флюсу було багато то він розбризкується в різні сторони і при ударах молотка відчувається гідравлічний опір розплавленої бури і чавкання флюсу. На фотографії всього цього передати не вдалося, (на фотографії друга проковка після видавлювання флюса) тому домалюйте будь ласка в уяві бризки розплавленої бури в різні сторони, білий дим над пакетом і приберіть оту корочку окалини на верхній полосці пакета. Після видавлювання флюса я ще раз профлюсовую прогріваю і проковую пакет.

Тепер я вважаю що зварювання пластин відбулося і зварні шви потрібно посилити тиском для їх більшої міцності, для цього я давлю пресом великою площею, потім меншою, при цьому пакет осідає і робитьсся більш квадратним в перерізі, його бокові поверхні утворюють оті не рівності про які ми вже знаємо і між які може закусувати окалину. Тому щоб розтягнути пакет і вирівняти бокові поверхні я продавлюю їх на напівкруглих бойках. Взагалі то спеціалісти кажуть, що таку операцію краще не робтит бо при ній може повести слої, та я роблю, мені можна.
 |
 |  |
 |
Після всих вищеописаних технологічних операціях я отримую прямокутну пластину, тепер треба робити вісря клинка, але просто відковувати його не можна, бо ми ж хочемо, щоб по всій ріжучій кромці була пластина та яку ми туди й готували і щоб її ширина була однаковою на всій довжині клинка. Тому треба слюсарно вирізати вістря клинка таке як ми хочемо, але такби мовити шиворот на виворот зі сторони обуха і потім розігрівши цей клинок вигнути вісря в протилежну сторону вивівши цим самим потрібну нам полосу на РК.
 |
 |
Спочатку на пресі я з легкістю відкусую кусочок зі сторони обуха. Весь час протягом ковки я пильно стежив за розміщенням пластин і постійно слідкував за розміщенням пластини РК, щоб не сплутать ії х обухом.

Потім на наждаку я виводжу вістря таке, яке хочу отримати.

Якщо чесно то я повністю не уявляю пластики металу і на даному етапі я роблю вістря на обусі іменно таке яке хочу отримати на РК, можливо його з точки зору нарисної геометрії можна робити трошки іншим, а можливо і іменно таким. Далі я розігріваю заготовку і вручну молотком за декілька розігрівів, акуратно з обережністю загинаю вістря майбутнього клинка в протилежну сторону.
 |
 |
Тепер клинку не вистачеє хвостовика, та це не проблема, я з легкістю відтягую його на напівкруглих бойках гідравлічним пресом.

Під час ковки клинка в газовому горні він постійно вкривається залишками розплавленої бури, яка вступаючи в реакцію з окалиною постійно утворює шлак, що при загусанні може вдавлюватися в поверхню метала. При охолодженні такий вдавлений шлак вкрай погано піддається механічній обробці, оскільки він робиться твердим як скло, а розміщення його в канавках металу ще біль ускладнює обробку. Шліфувальний круг болгарки на поверхні металу з таким шлаком сідає значно швидше ніж на чистому металі. Тому для полегшення подальшої слюсарної обробки я зшкрібаю щіткою цей шлак на гарячу під час останнього нагріву, а якщо шлак сильно вївся в метал то можу попередньо просипати бурою. Поки клинок ще гарячий я зішліфовую бокові його поверхні, щоб переконатися у відсутності видимих непроварів.

Отримані заготовки я завантажую в піч і проводжу відпал, щоб зняти всі внутрінні напруження в металі і полегшити подальшу механічну їх обробку.

Тепер я отримую відпалені заготовки клинків, але їх товщина 9-11 мм. Навіщо ж я зробив такі товсті клинки? Невже я неміг прокувати клинки в потрібний розмір? Справа в тому, що вся краса малюнка знаходиться в середині клинка і якщо його просто прокувати в розмір то малюнок складатимиться з прямих нудних ліній, а якщо механічно сточити частину поверхні то перед нами зявиться значно веселіший і цікавіший малюнок. От іменно по цій причині я й залишив таку достаньо не малу товщину заготовки. Далі я розмічаю середину заготовки, що має товщину майбутнього клинка.
 |
 |
А тепер починається сама найневідпрацьованіша, найваща фізично і морально операція. Операція по зняттю зайвого "м'яса". Я не знаю як проводять цю операцію професіонали, та доступні для мене способи її проведення досить нелегкі. Можна взяти в руки велику болгарку з заряженим в неї шліфувальним кругом і вирячивши очі жорстоко гризти нею метал, та такий підхід потребує немалої фізичної сили і моральної стійкості. Після такої шліфовки у вухах пищатиме, руки труситимуться, а в голові гулятиме вітер. І вивести площину таким методом зовсім не легко. Ну один два клинка так ще можна зчухати, а потім стане зовсім сумно. Та мені доступний і інший спосіб, адже в мене є фрезерний станок, хоча станок цей навчальний для школярів і для великих навантажень не розрахований. З горем пополам я встановив на нього велику фрезу з твердосплавними зубами і на великих обертах заходився знімати зайвий метал. Спочатку, якщо не враховувати розжарену стужку, що з великою швидкістю летіла у всі сторони, все йшло легко і я навіть зрадів як швидко знімається метал. Та потім один зуб викришився і до кінця я гриз метал вже не з таким завзяттям. Коротше кажучи фрезу я непогано підзапоров.

Незважаючи на всі складності я оримав потрібний мені результат.

Тепер в мене вже були заготовки клинків потрібної товщини 4,5-5,5 мм. І я приступив до чорнового виведення спусків. Спочатку розмітив центр клинка і на наждаку вивів спуски. Та місця спусків біля рікасо на наждаку красиво вивести не виходить, тому подальшу обробку цих місць проводжу вручну спочатку великим напилком, а потім круглим натфелем.
 |
 |
 |
 |  |
 |
Спуски я виводив вчорнову, адже мені ще потрібно буде поставити клеймо і клинок при цьому скоріш за все поведе. Клеймо я ставляю преред гартуванням. Розігріваю в печі, ставляю клеймо, підрівнюю поведений клинок і лишаю його щоб він плавно охолов.

Щоб клинок став твердим і міцним його потрібно правильно термообробити. Тільки но він охолов після встановлення клейма я знову завантажую його в піч і після того як він прогріється опускаю його в ємність з маслом ТП-22. При цьому я стараюся рухати клинок для більш швидкого і рівномірного охолодження, але рухаю не так я к ложкою розмішуючи цукор в чашці чаю, а рівненько у вертикальній площині, щоб було якомога менше факторів для поводки клинка і вн лишився рівним мов струна. При розігрівання клинок я також розміщую вертикально в печі для рівномірного розігріву з обох боків. Гартування провів при температурі 810°C
 |
 |
Відразу після гартування проводжу відпуск, для цього я завантажую клинки в заздалегідь розігріту іншу піч і тримаю їх таи при температурі 210°C приблизно 1,5-2 год.

Покидавши клинки об камінь і послухавши як чудово вони дзвенять вже можна приступати до остаточної чистової їх обробки. Цю саму обробку я проводжу спочетку на гріндері наждачними стрічками різної зернистості, а потім вручну. Таким чином поліровку я закінчую на наждачці максимум в 400 гріт.
 |
 |
Здавалося б все - клинок готовий, а от ні, лишилася ще невеличка але одна з найбільш цікавіших операцій - протравка. Протравка клинка визиває майже ті самі відчуття, що виникають при проявленні чорнобілої фотоплівки "СВЕМА" сидячи десь в темному холодному погребі, іменно ця операція підсумує всю попередньо проведену роботу. Травлю я в 15% розчині азотної кислоти зануривши в неї клинок і рахуючи в умі. Так дорахувавши десь до 80 чи до 120 в залежності від погодних умов і від "зношеності" розчину я виймаю клинок і полірую його наждачним водостійким папером зернистістю в 1000 гріт. Якщо всі вищеописані операції пройшли правильно то на клинку з'являються красиві контрасні візерунки.
 |
 |
От і підійшла до кінця ця кувальна побрехенька, і щоб не вводити читача в оману, щоб бува не склалося в нього враження що все йшло як по маслу опишу деякі прикрі моменти, хоча насправді ці моменти не зовсім прикрі, це ті моменти які вчать. Іменно з них потрібно робити висновки і обдумувати як їх усунути. Поперше в деяких місцях при поліровці і охолодженні клинка в воді з між слоїв почала виступати іржа із зеленуватим відтінком, це є отой закований шлак, його там зовсім трошки і явного непровара там немає, але при протравці він може виїстись кислотою. Подруге на одному з клинків вже після термообробки на клеймі вилізла невеличка тріщина, це мабуть недогрів при зварюванні і шов при цьому вийшов не дуже міцним. Так чи інакше та результат я отримав (Рис.83). Більш детальні фотографії клинків можна подивитися в кувальному фотоальбомі.

Висновок: Старатися зачищати пластини перед зборкою пакета до блискучого металу це значно спростить роботу з пакетом в подальшому і зменшить імовірність появи зашлакованих швів на готовому клинку. Закручені прутки проковуати вручну а не на пресові, вручну імовірність їх розривання значно менша. Не гнатися за великою кількістю слоїв на тілі клинка достатньо 30-70 на одну складову пластину клинка. Більш акуратно підходити до "закладки" візерунка клинка.
| к.б. Плуг. Тоха. Лохвиця. |