| Головна | Про к.б. Плуг | Про Лохвицю |
Уражений ножиковою шизою я перебував в пошуку гарної сталі для ножика, цей пошук підвів мене до клапанів...
Мета: Систематизувать назбирану інформацію про ріжучі властивості клапанної сталі. Інформацію перевірити на практиці.
Більшість великих і маленьких знатоків кажуть що самий кращий ножик получається із клапанів. Так які клапана треба розковувать і чим вони такі гарні? На виготовлення клапанів використовують теплостійкі і корозійностійкі марки сталей, вважається що на лезо ножа потрібно брать іменно випускний клапан і іменно з дізеля так як там самі жорсткі умови і сталь приміняється якісна. Із впускних клапанів дізеля, а також впускних та випускних клапанів бензинового двигуна внутрішнього згоряння гарне лезо для ножа більш всього що не вийде, так як на ці клапана приміняються не ті марки сталей. Я розковував випускний клапан з автомобіля Жигулі і впускний клапан тепловоза після гартування заготовки згиналися і не могли забезпечити нормальну твердість та пружність. Як буть, якщо ви знайшли на черметі клапан і не знаєте ні з чого він ні який він? Якість сталі визначається простим примітивним способом - іскрою на наждак "правильна" сталь буде давать короткі темночервоні іскри, їх буде не багато, також існує думка, що клапан повинен магнітиться, так як той, що немагнітиться зроблений з нержавійки (хрому> 13%), а вона не зможе забезпечить гарних характеристик. "Правильна" клапанна сталь не ржавіє і володіє високою твердістю і ударною в`язкістю, а також високою температурою відпуску.
Перш за все кожен хто хоче щось зробить з клапаном повинен знать його будову.
Мені відомі такі конструкції:
Можливо є ще якісь конструкції, але перелічені найпоширеніші.


Теорію я описав, тепер опишу практику. Ковку клапанної сталі слід проводити при температурі С. Закалка при температурі С на повітрі чи в масло. Відпуск при температурі 500 С в масло, на практиці я проводив відпуск при температурі темно-жовтого-сіро-фіолетового кольору побєжалості в масло. В розігрітому стані сталь достатньо в`язка.
Поскільки великі клапана це для нашої місцевості рідкість, то щоб зробить із клапана якийсь ріжучий інструмент приходиться прибігать до різних маніпуляцій. Як я писав вище треба, восновному з міркувань техніки безпеки ЗАВЖДИ відрізать шляпки, шток розковується легко, дехто стидиться навіть називать цей процес ковкою і використовує слово плющення. А як буть із шляпкою? Не викидать жеж якісну сталь, тимбільше можна зустріть багато клапанів де потрібна нам сталь приміняється тільки на шляпці. Особисто мені попали в руки тепловозні клапана, шток в яких був пустотілим з різьбою. Мабуть вони накручувалися на якийсь шток. Так от далі на основі цих клапанів я опишу операції які я приміняв для розковки шляпки тепловозного клапана.
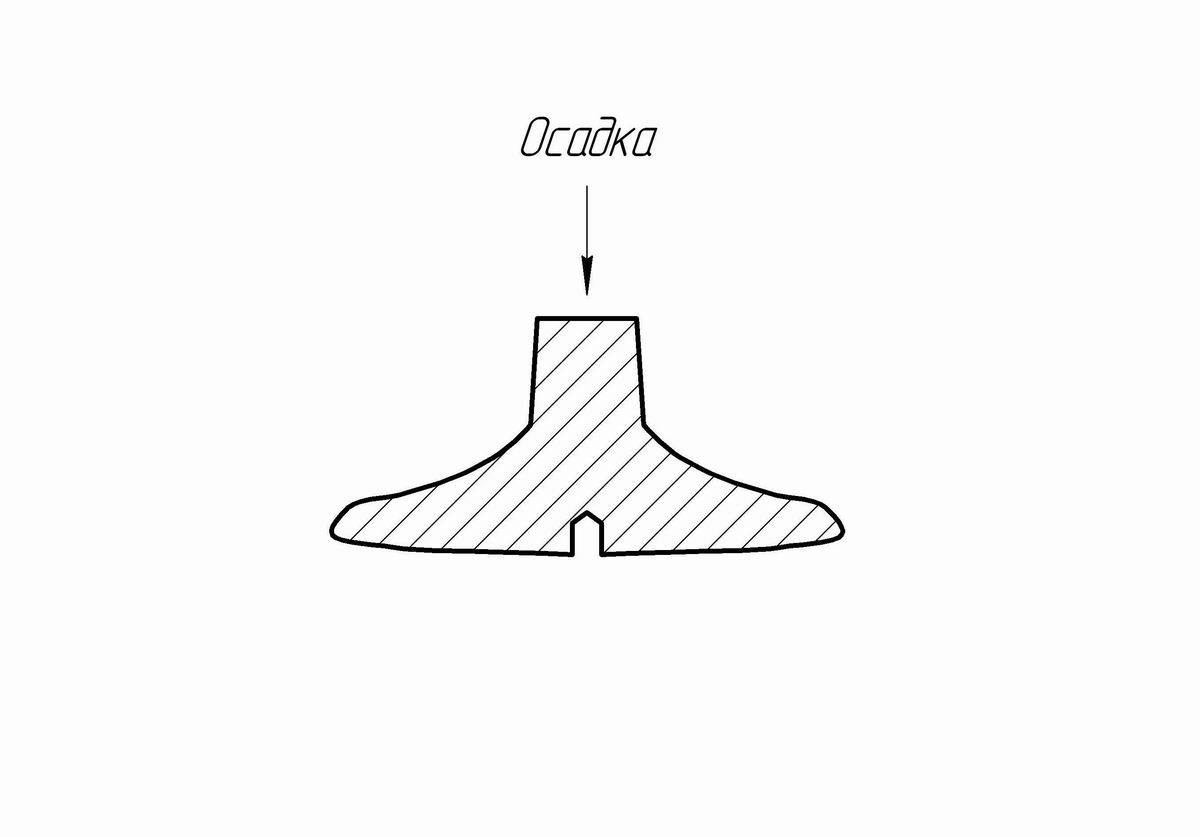
Шляпку клапана потрібно відрізать так щоб невелика частина штока лишилася, цю частину штока потрібно осадить. Шляпка розігрівається до температури ковки і осажується до "блина".
 |
 |
 |
 |
Під час осадки утворюються наклепи (накладання одної частини металу на іншу) іх потрібно пильно зшліфувать болгаркою, щоб поверхня заготоки була без збрижів. В місці наклепу метал зчищається і утворуєтья впадина, потім заготовка проковується до рівної поверхні. Наклепи можуть виникнуть на будь якій стадії ковки, їх відразу потрібно убирать.


Після того як всі наклепи зрізані і поверхня заготовки прокована потрібно зробить розріз "блина" до центра болгаркою (можна розрубать зубилом). В центрі "блина" там де була впадина для кращого теплорозподілення утворилися наклепи і їх потрібно видалити, для цього і робиться розріз до центру, якби його не було то можна булоб радіально осажувать і витягувать в полосу.

 |
 |
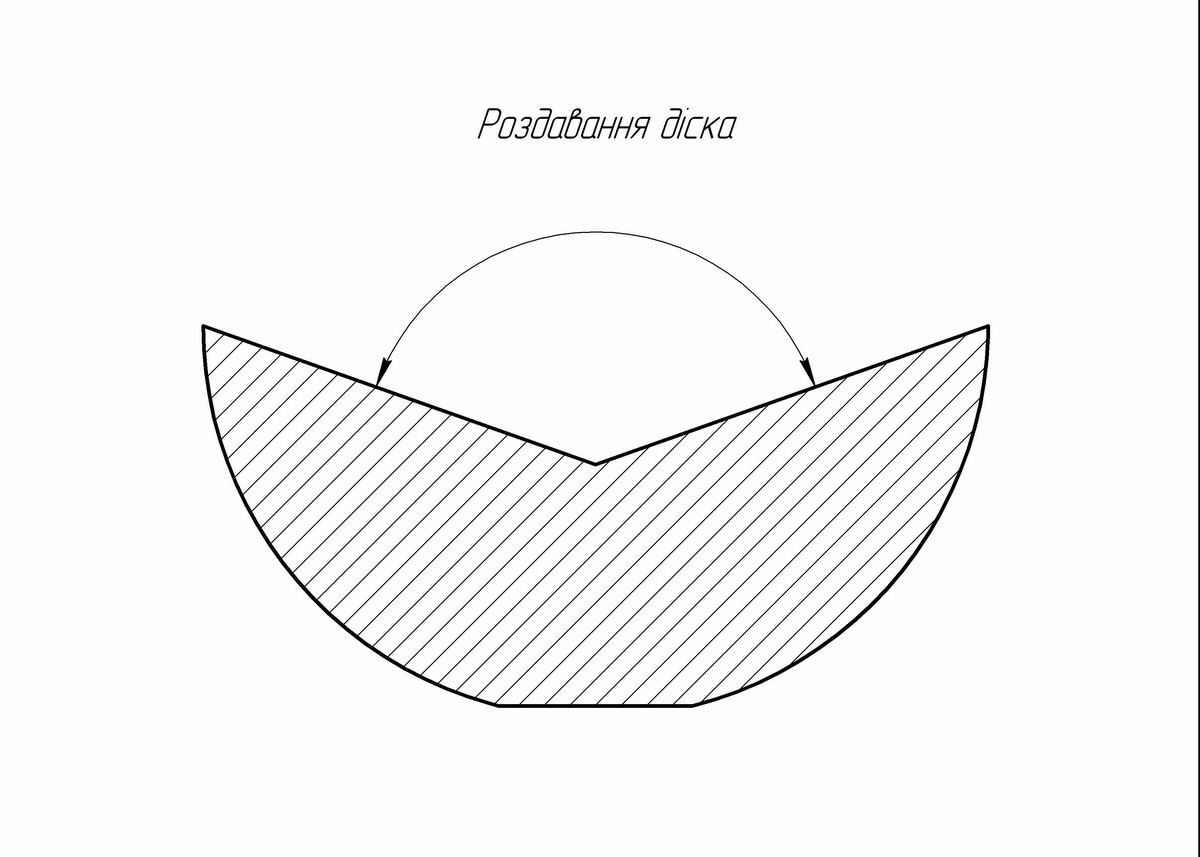
Тепер треба розвернуть цей "блинець", гарно розігріваємо закладаємо в розріз зубило і процес пішов. Як зубила буде мало можна закладать щось товще, як розріз роздасться до достатніх ромірів далі розвертать можна до кута наковальні, вобщим процес творчий.
 |
 |
 |
 |
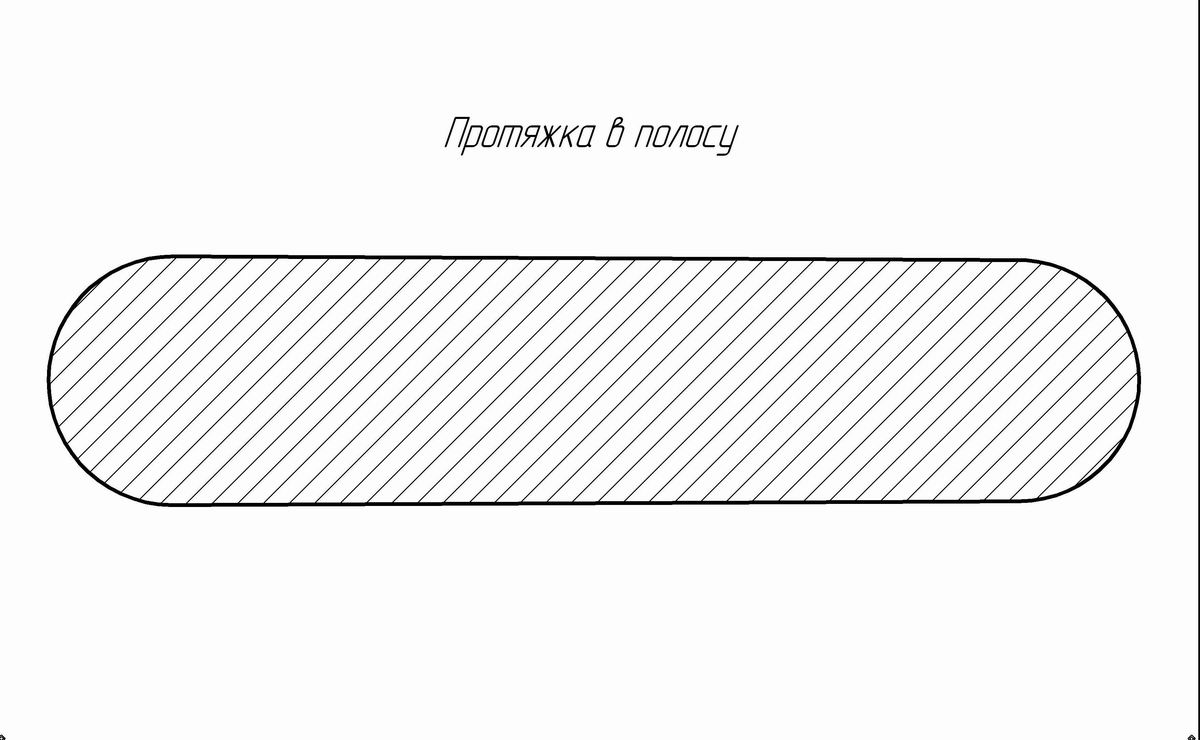
Після того як заготовка набрала форму полоси потрібно видалить наклепи від впадини для таплорозподілення, вони будуть по центру полоси з торця. Зрізаємо їх болгаркою і гарно проковуємо, все полоса готова.

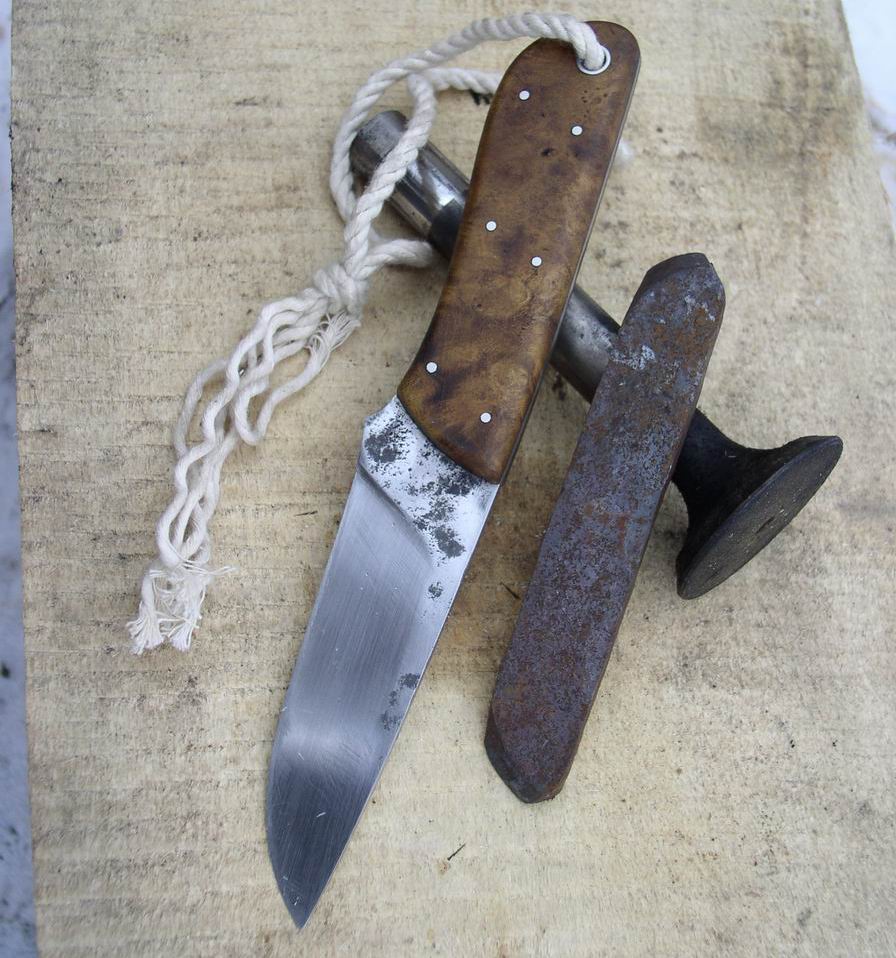
А далі вже виковуємо що хочемо, на що вистачає в нас фантазії та вмінь. Далі знизу викладаю відео процеса розковки головки клапана в полосу.
А взагалі то клапана бувають різні, на (рис.19) показано справжній тепловозний клапан (зліва, маса 1,5 кг) на фоні менших, але більш розповсюджених клапанів двигунів внутрішнього згоряння.

Висновок: Так дійсно з клапана можна зробить ріжучий інструмент з гарними ріжучими властивостями, що і було підтверджено на практиці.
| к.б. Плуг. Тоха. Лохвиця. 7373@mail.ru |