
| Головна | Про к.б. Плуг | Про Лохвицю |
Попереду вас чекає захоплююча, кольорова, повчальна розповідь про об'єднання сталі, вугілля, вогню, грубої фізичної сили та кусочока інтелекта в оде ціле.
Матеріалом для композитної сталі я вибрав обойму від якогось ролікового підшипника і пруток справжньої, маркованої сталі У8А. Я знаю, що підшипник не дуже гарно вариться, але вибрав цю сталь свідомо по причині її доступності та розповсюдженості. Якщо підшипників негодних можна понашукувать то всяких там ХВГ, 9ХС де брать хтозна.
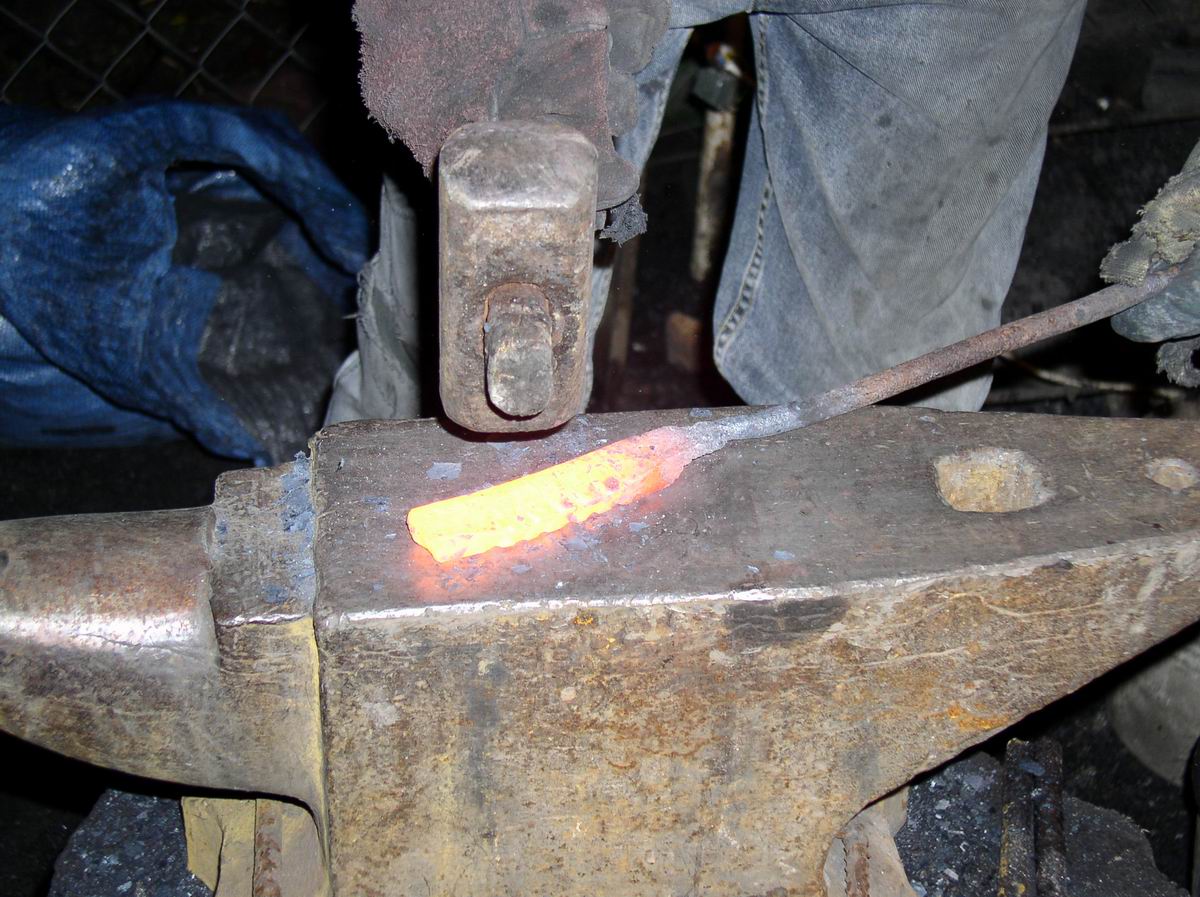
Ці залізячки треба розплескать в пластіни однакового розміру. Для цього я поміщаю в горно одночасно і підшипникову обойму і пруток та почергово іх постукую молотком, одна гріється, одну кую, потім навпаки одну кую, а одна гріється!. А от фотографії процесу розклепування обойми і прутка для наглядності показую не почергово, щоб ніхто нічого не наплутав, а всі підряд спочатку підшипникову обойму, а потім пруток.

Обойму з підшипника я просто розвертаю і розрівнюю.
 |
 |
 |
 |
Пруток проковую в полосу, приміряючи по ширини обойми (див. рис.6-10)
 |
 |
 |
 |
Від прутка відрубую проковану пластіну, підрівнюю і отримую дві приблизно однакові полоси ШХ15 і У8А.
 |
 |
 |
 |
Окалину зчищаю на наждаку. Взагаліто можна окалину не зчищать її повиннен розчинить флюс, але я для надійності всетаки зчищаю. Структура окалини дуже сильно залежить від чистоти вугілля, якщо вугілля буде брудним, з різними домішками (пилюка, пісок), а ці доміжки полюбому потрапляють при випалюванні вугілля в ямі, то окалина буде товстою облипша розплавленим шлаком. Якщо вугілля чисте то слой окалини тоненький рівномірний, вона легко відскакує при ковкі, поверхня формується відносно гладенькою, вобщим все красиво. А при ковкі на брудному вугіллі окалина змішана з розплавленими домішками товста, від заготовки легко не відвалюється, вминається молотком в метал утворюючи глибокі раковини.

Після наждакування я отримав дві блискучі пластіни.

Далі розмічаю полоси і розрізаю їх на пластінки. Всього получається по пять пластін з підшипника і У8А.
 |
 |
 |
 |
Одна пластіна з У8А получилася трохи довшою за інші, я її поміщаю в центр пакета і чергуючи пластіни через одну набираю десятислойний пакет. Все це діло стягую струпциною.

Щоб пакет не розсипався зварюю пластінки полуавтоматом і приварюю пруток-ручку. Щоб не травмувать пильне око фотоапарата сильними ультрафіолетовим і інфрачервоним випромінюванням, що виділяється в процесі електрозварювання, обєктив прикриваю світлофільтром з мінерального скла для газозварників 5 din затемнення.

Ось бульласка пакет у всій своїй красі.
 |
 |
В горно засипаю вугілля і нормально розкочигарюю. На дворі вже починає по троху темніть, хоча й до цього сонце сильно не сіялю, тому фотографії стають все більш розмитими, а кольори все менш насичиними.

Пакет гарно прогріваю в горні. Потім виймаю на зовню з кучі вугілля і за допомогою спеціальної ложечки, зробленої за пять сєк на скору руку, посипаю торець пакета флюсом, коли флюс розплавився пакет перевертаю і посипаю з іншого боку. В якості флюса використовую переплавлену і перетовчину буру. Переплавлять буру треба для того, щоб випарить з неї молекулярну воду, тоді вона відразу красиво плавиться і робить з пакета канфєтку типу карамель. Необезводнена ж бура плавиться не красиво, вона дується, крутиться і викаблучується, налипає на вугілля, відпадає нерозплавленим коржиком. Тому флюсувать обезводненою бурою набагато приємніше ніж водною, і можливо її менше потребується. Далі йде дві фотографії зліва без спишки для того, щоб передать колір нагріву заготовки, і справа з спишкою для того, щоб показать карамелькоподібний вигляд профлюсованого пакета.
 |
 |
Пакет знову закопую в купку вугілля і жду. Далі потрібно прогіть пакет до такої температури, щоб флюс розплавився і затік в усі щилинки, там він розчине в собі окалину і буде перебувати в рідкому стані. От якраз тут треба витягнуть пакет і невеличким молотком, несильними ударами простукать пакет по всій довжині підряд. Цією операцією з між слоїв буде видавлений флюс який уже розчинив окалину, і слої щільно приляжуть один до другого і вже не повинні окислюватись в місцях зварки. Потім пакет потрібно помістити в горно і довести до трошки більшої температури, витягти і гарно прокувать. І все, зварка мовби відбулася. На словах все це виглядає дуже просто і легко, а на ділі може виглядати трошки по іншому. Вся суть в тому, щоб створити потрібну атмосферу в горні, в ідеалі, щоб весь кисень з надутого повітря вигорав і до заготовки вже долітав вуглекислий газ. Також складно уловить зварочну температуру її можна ловити по кольору, а можна по зовнішньому вигляду пакета. Як писав Богдан Попов пакет повинен бути схожим на кусок масла в сонячний літній день, тобто флюс розплавився і розчинив окалину. При доведенні до зварювального стану вогонь починає палать якимсь жовтогарячим відтінком це вилітають на зовню іончики натрію із бури, адже бура це натрієва сіль борної кислоти.(див Рис. 31)
 |
 |
Проковую зварений пакет в полосу. Якщо кувать при ковочних температурах то розслоєнь не повинно бути.

Далі все по тій же схемі: зачищаю, розмічаю, розрізаю, складаю, зварюю. В мене получився пакет з пяти пластін.
 |
 |
 |
 |
Знову зварюю.
 |
 |
Зварений пакет протягую в полосу, це вже пятдесятислойка.

З полосою проводжу всі ті самі операції, що згадані вище. Отримую пакет з чотирьох пятдесятислойних пластін.

Знову зварюю і трохи протягую. Це вже двохсотслойний пакет.

Впринципі теоретично слої повинні йти паралельно площині поверхні пакета, але на практиці получається, що слої йдуть трохи не так, це повязано з ручною ковкою. Пакет був відносно високим і при ковкі його трохи вело "ромбило" і, щоб вирівнять я підстукував в ребро. І зачистка трохи нерівномірно зняла верхній слой. Все це привело до того, що слої вилізли на поверхню пакета. Для більш багатого малюнка дамаска я трохи нарізав канавок на циркулярці, різав я небагато бо всетаки жалко мені метал спорошувати.
 |
 |
Далі все просто: розігріваю і проковую в полосу.
Пережимки в мене немає тому хвостовик формую до ребра наковальні.
 |
 |
 |
 |
 |
 |
На невисокій температурі придаю остаточну форму клинку. Закидаю його в горно і він там охолоняє разом із горном.

Діло підійшло до гартування і тут я чисто випадково помічаю муфельну піч яка все життя стояла на одному й тому самому місці, тобто в мене перед носом. І як виявилося перебувала в робочому стані. Потужність печі 1 кВт.

Розігрівать я вирішив у печі, але перш ніж гартувать я поставив клеймо.

По паспорту піч розігрівається до температури 900 С. Я включив піч і підождав поки вона розігріється до максимуму, час я не засікав, але мені здається, що на максимальний режим вона вийшла хвилин через 40 після включення.

Розігрітий клинок опустив у масло. На фотографії колір розігрітої сталі по якійсь причині передать не получилося.
 |
 |
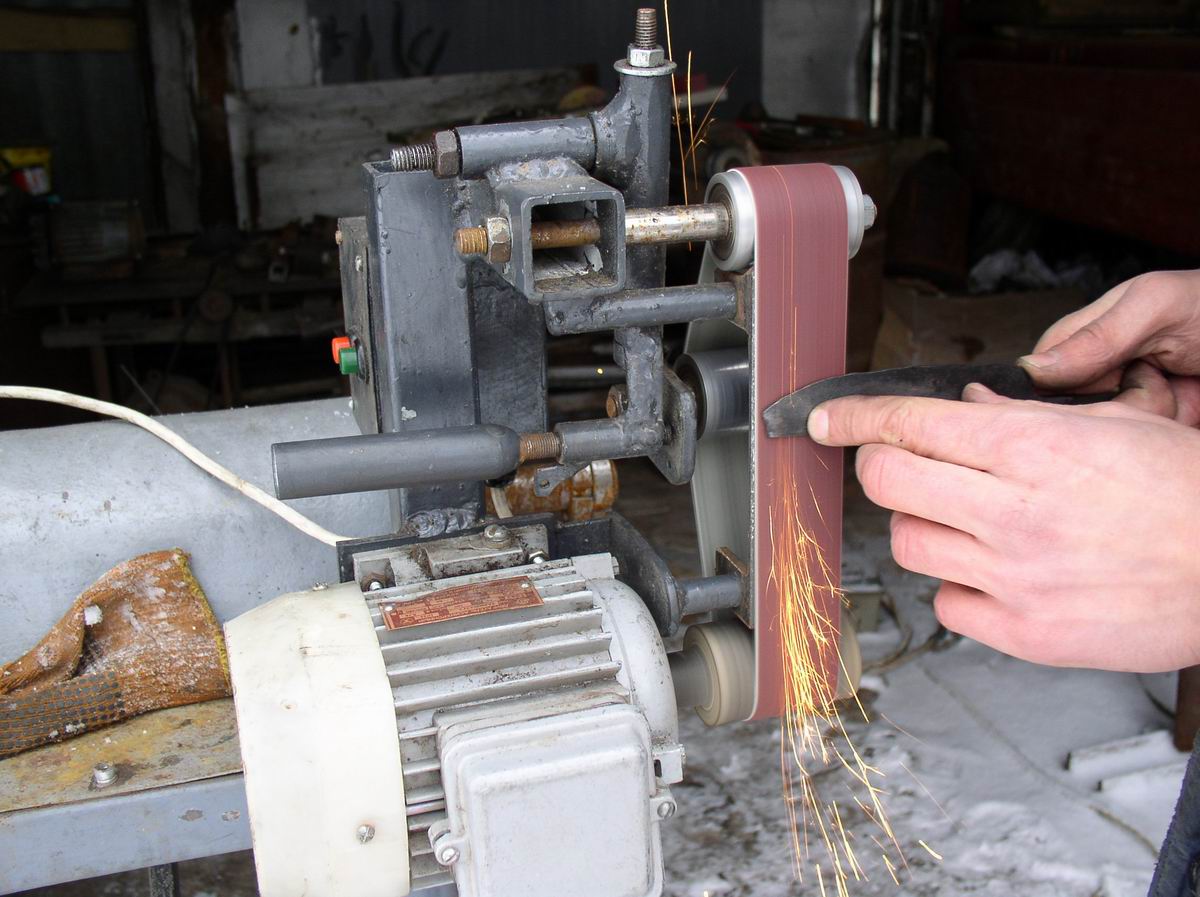
"Тількищо було літо, а тепер зима" - фраза із улюбленого мультиплікаційного фільму сучасної молоді під назвою "Нікудишко" якраз підходить під опис фотографій. Діло в тому, що все це робилося на грані між осінню і зимою, тому в наступних фотографіях на фоні білітиме самий справжній сніг. Клинок підстругав на своєму гріндері, точніше не гріндері, а маленькому гріндерчечкові.
 |
 |
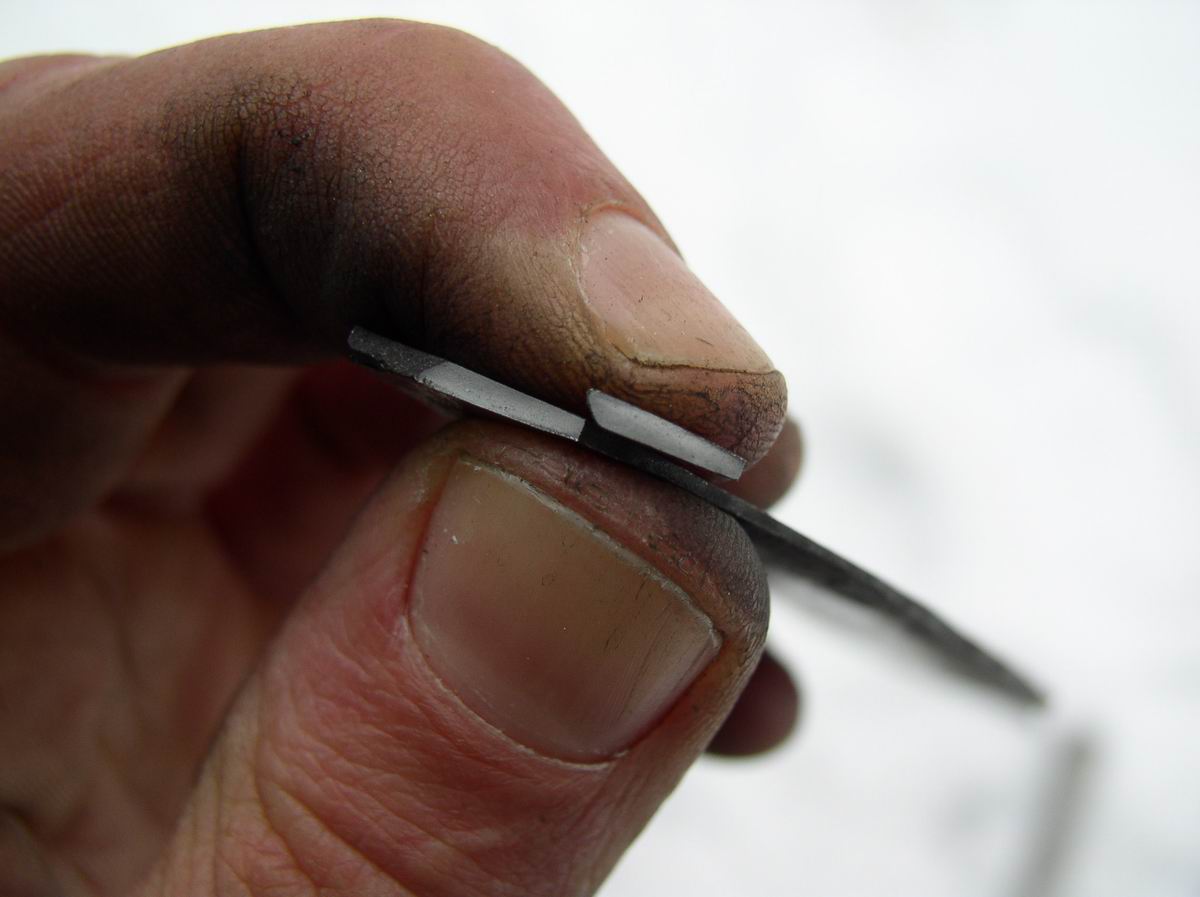
Щоб перевірить якість закалки я зажав кінчик клинка в тиски і безжалісно надломив його. На зломі я побачив дрібненьке зерно, злом був правильний, про слоїсту структуру метала ніщо ненагадувало. Потім я провів операцію під назвою "відпуск" - розігрів клинок десь градусів до 200 і опустив в масло. Клинок розігрівав у печі, температуру міряв китайським тестером з термопарою. Після чого зламать його вже не получилось.
Ділі я почав чергикать клинок на гріндері.
 |
 |

Після слюсарної обробки потрібно виявить структуру металу. Можна протравлювать різноманітними кислотами і розчинами на їх основі, та найпростіший і найдешевший спосіб для мене це травлення електролізом. Тому в відрізану пластикову пляшку я вкинув електрод у вигляді ножовочного полотна, приєднав до нього мінусовий (-) провід, клинок приєднав до плюсового (+), залив пляшку водою, добавив солі за смаком, булькнув туди клинок і подав постійний струм силою приблизно в 1 Ампер. Коли клинок почав темніть витіг його і протер ганчіркою.

Після електролізної протравки з'явився малюнок, але його контрасність мені не сподобалась, вона була якась тьм'яна, нечітка, а от на остальних клинках, які кувалися так само з цїєїж сталі і з цього ж самого пакета малюнок проявився яскравим, чітким, контрастним. Це все я пов'язую з термообробкою, бо термообробка відрізнялася, якщо цей клинок, процес виготовлення якого показано вище, я гартував у муфельній печі на око і так само відпускав, то інші клинки я гартував пізніше, після того, як зробив електричну піч і гартував я їх при температурі 830 °C в масло, а відпуск проводив при 200 °C з витримкою хвилин 10-20 на повітрі.
 |
 |
Тому на контрасність металів, а також на їх структуру впливає якість термообробки, і можливо ще купа якихось факторів.

Не всі ковані осінню клинки я довів до ума і не непровари їх зіпсували, а зіпсувала їх поспішна термообробка, після ковки і відпалу я попробував гартувать декілька клинків в горні але при гартуванні на масло твердість мені здалася малуватою, а при гартуванні на воду я отримав клинки в павутині їз тріщин. А після термообробки клинків, що лишилися, в печі я отримав достатню твердість і пружність.
 |
 |
Висновок: при бажанні можна більш-менш зрозуміть принципи горнової зварки сталей і не володіючи секретними, таємними знаннями викувать дамаську сталь, і для цього не потрібно бути прибабаханим на всю голову, ну хіба ледь-ледь. На цій позитивній ноті я і закінчу дану оповідку.
| к.б. Плуг. Тоха. Лохвиця. 7373@mail.ru |